-
 Email: [email protected]
Email: [email protected]
-
 Phone: +86-18021988367
Phone: +86-18021988367
 English
English
Produit
Série CKX - Machine de tournage et de fraisage à double broche personnalisable





- DESCRIPTIF
- PARAMÈTRES TECHNIQUES
- CONTACTEZ-NOUS
PARAMÈTRES TECHNIQUES
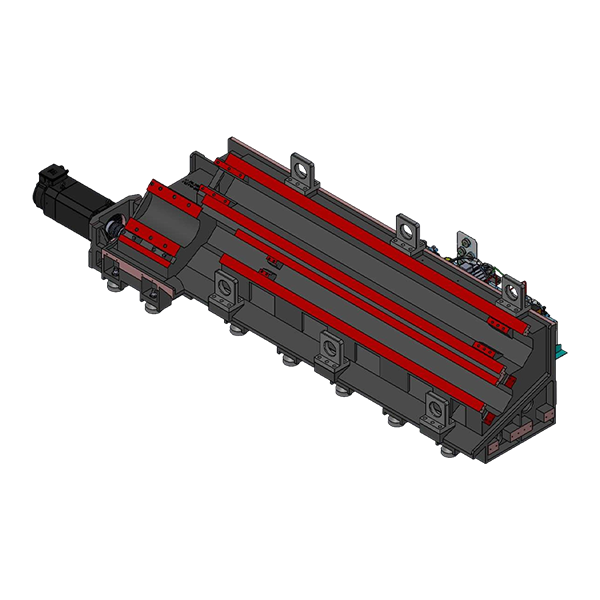 | Présentation de la base |
| Tête de broche/valeur de couple | 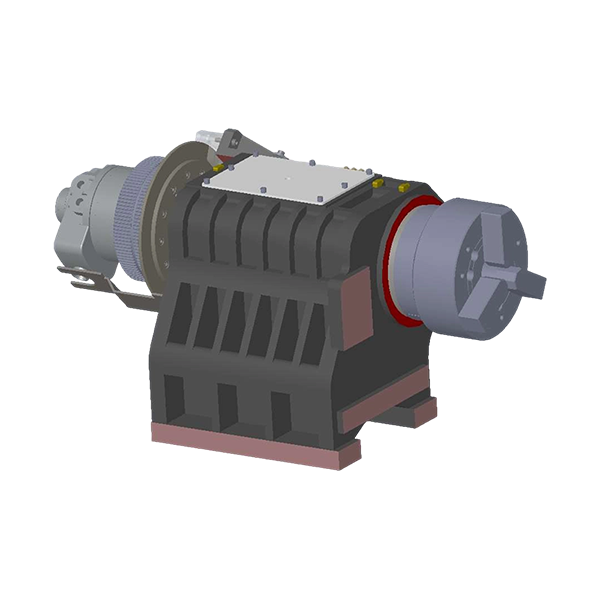 |
 | Triste dle ·L'axe Y adopte une disposition de guidage à double durcissement, qui augmente la portée effective et offre une rigidité optimale pour l'avance de coupe. |
| Compensation pour l'axe Y ·L'axe X adopte une configuration à double rail dur, ce qui augmente la portée effective et offre une rigidité optimale pour l'avance de coupe. |  |
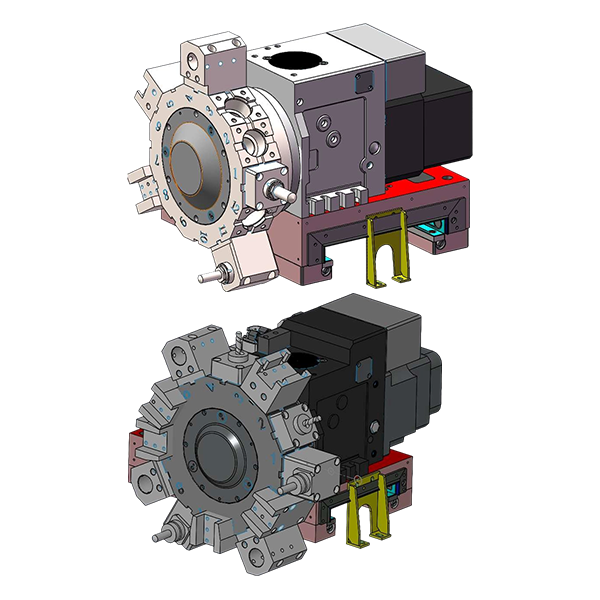 | Puissance Tourelle CKX750 |
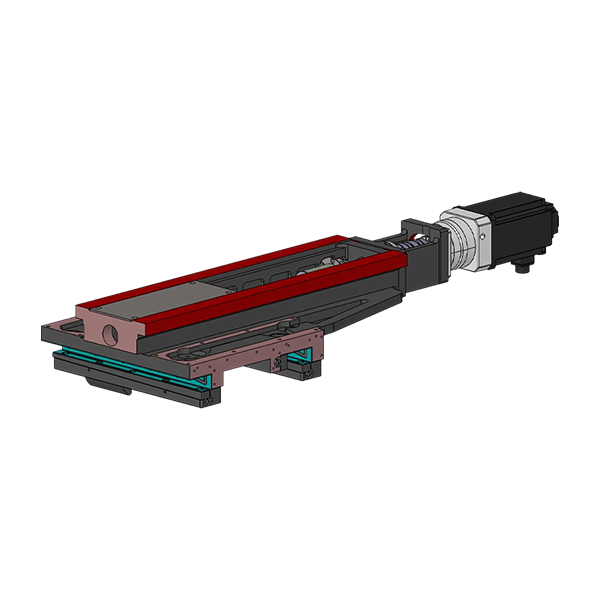
| Contre-pointe L'axe W adopte une disposition de guidage à double durcissement, qui augmente la portée effective et offre une rigidité d'alimentation optimale. | 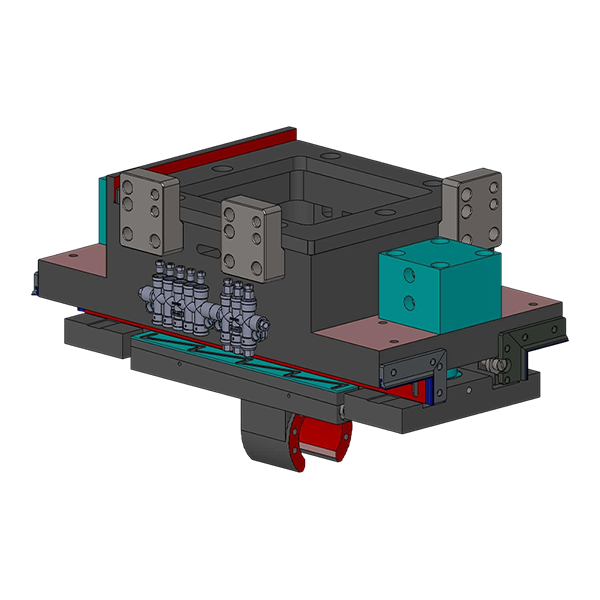 |
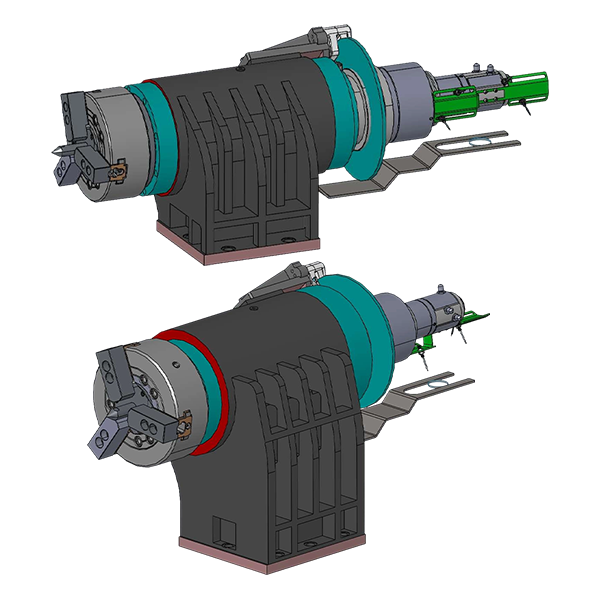 | Broche électrique CKX750 |
| Centre Repos | 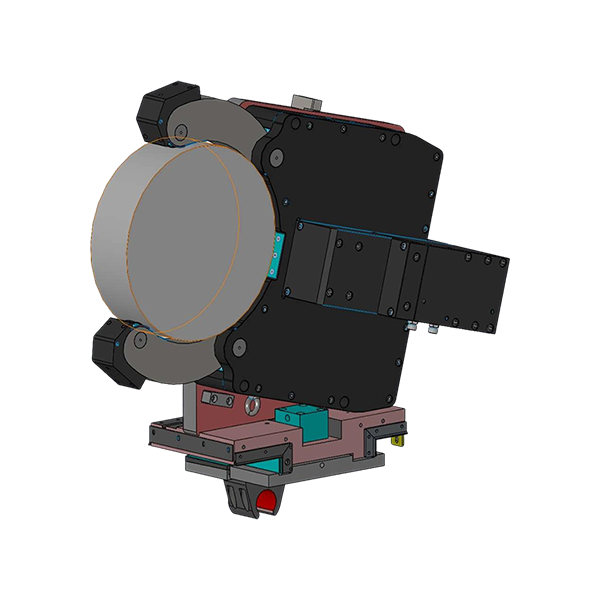 |


À PROPOS DE NOUS
Dédié exclusivement au perfectionnement de la technologie de tournage-fraisage
, créée en 2015, fonctionne comme une entreprise intégrée de fabrication et de commerce, s'occupant de tout, de la R&D et de la production aux ventes et au service. Équipés d'installations d'usinage avancées telles que des centres d'usinage à portique CNC, des rectifieuses de surfaces et des rectifieuses de rails de guidage, nous maintenons un contrôle de qualité strict tout au long du processus de production, du moulage et de l'assemblage à la vente de machines finies et au support après-vente. Nos machines-outils sont largement reconnues pour leur conception innovante, leurs performances fiables, leur haute précision, leur excellente rentabilité et leur service complet.
-
0
 Établir dans
Établir dans
-
0+
 Zone du bâtiment
Zone du bâtiment
-
0+
 Employés
Employés
-
0+
 Pays d'exportation
Pays d'exportation

CERTIFICATION HONORAIRE
CERTIFICAT




Soyez attentif à nos dernières actualités et expositions
 Voir toutes les actualités
Voir toutes les actualités
Actualités et informations
-
 Nouvelles de l'industrie
Nouvelles de l'industrie -
Nouvelles de l'industrie
-
Nouvelles de l'industrie
-
Nouvelles de l'industrie
CONNAISSANCES DE L'INDUSTRIE
Quand le composite Turn-Mill bat réellement le « Lathe Mill »
Un Machine-outil composite de tournage-fraisage d'usinage efficace montre son avantage lorsqu'une pièce nécessite plusieurs conversions de références (tournage, fraisage, perçage, taraudage, fonctions décentrées, trous inclinés) et que la chaîne de tolérances est serrée. Si vous déplacez une pièce entre les machines, chaque resserrage ajoute une erreur, ainsi que le « coût caché » du temps de configuration et de l'inspection en cours de processus.
- Pièces avec caractéristiques prismatiques coaxiales : un serrage préserve mieux la concentricité et la vraie position.
- Lots moyens avec changements fréquents : moins de montages et moins de décalages réduisent les temps sans découpe.
- Pièces de grande valeur : le risque de rebut diminue lorsque le processus est consolidé et surveillé dans un seul système de contrôle.
Dans notre propre ligne, nous concentrons la R&D et l'amélioration des processus sur une seule chose : la technologie composite tour-usine - afin que la vitesse d'itération reste élevée et que la plate-forme devienne plus performante. plus mature avec des taux d’échec plus faibles au fil du temps.
Stratégie de référence : comment protéger la concentricité et la position réelle
Sur un composite tour-fraisage, votre plus grand gain de précision vient souvent de la planification des données plutôt que de la recherche de spécifications au niveau du micron. L’objectif est de maintenir les surfaces fonctionnelles référencées à une donnée stable définie dans toutes les opérations.
Règles pratiques qui réduisent l’empilement des tolérances
- Tournez d'abord le diamètre de positionnement principal et la face, puis fraisez les fonctions qui font référence à ces surfaces.
- Utilisez le palpage pour « fermer la boucle » après l'ébauche, avant de terminer les modèles critiques.
- Unvoid re-clamping unless necessary; if required, re-establish datum using in-spindle probe and dedicated locating features.
- Gardez les parcours d'outils cohérents avec votre GD&T : finissez les surfaces qui déterminent la tolérance en dernier pour minimiser les effets de déformation.
Un common buyer mistake is “spec shopping” while ignoring datum discipline. In real production, continuité des données en une seule configuration est généralement le plus gros levier.
Axe B vs fraisage fixe : ce que vous gagnez, ce que vous devez contrôler
Undding a B-axis (or equivalent multi-axis milling capability) expands the feature envelope—angled faces, compound holes, freeform milling—without secondary setups. The tradeoff is that calibration and process discipline matter more.
| Capacité | Applications les mieux adaptées | Point de contrôle clé |
|---|---|---|
| Fraisage à angle fixe | Fentes, méplats, cercles de boulons | Stabilité du décalage broche-pièce |
| Fraisage axe B / multi-axes | Unngled holes, impellers, complex faces | Calibrage de l'axe rotatif vérification de la sonde |
Si vos pièces sont principalement fraisées en 2,5D sur du matériel tourné, vous n'aurez peut-être pas besoin d'un multiaxe complet. Mais si vous le faites, assurez-vous que le constructeur dispose d'une méthode d'étalonnage éprouvée et prend en charge les routines de vérification : c'est là qu'un fabricant axé sur la R&D peut rendre l'expérience de propriété plus fluide.
Contrôle des copeaux : le déterminant caché de la disponibilité dans l'usinage composite
La découpe composite par tournage-fraisage crée des types de copeaux mixtes : copeaux de tournage longs, copeaux de fraisage cassés et copeaux de perçage filandreux. L'évacuation des copeaux n'a rien de cosmétique : elle a un impact sur l'état de surface, la durée de vie de l'outil, les alarmes de charge de broche et même l'usure des axes si les copeaux recirculent.
Que faut-il intégrer au processus
- Utiliser des géométries brise-copeaux pour le tournage ; ne « forcez » pas la rupture des copeaux en suralimentant si cela nuit à la finition.
- Séquencer les opérations de manière à ce que le tournage intensif n'enfouisse pas les éléments de fraisage délicats sous les copeaux.
- Le liquide de refroidissement haute pression est particulièrement utile pour le perçage profond, le tronçonnage et les matériaux gommeux.
- Surveillez l'accumulation de copeaux autour de la zone de maintien de la contre-broche/secondaire ; c’est une source fréquente de temps d’arrêt inattendus.
Lors de l'évaluation des machines, renseignez-vous sur la conception et la facilité d'entretien de l'évacuation des copeaux. Dans de vrais magasins, la stabilité des copeaux est souvent égale à la stabilité de la production .
Comportement thermique : pourquoi se produit « bon matin, mauvais après-midi »
Les machines composites concentrent davantage de sources de chaleur dans une seule enceinte : broche principale, broche de fraisage, servos, vis à billes et souvent une deuxième broche. À mesure que la température dérive, les points centraux des outils et la croissance de la broche évoluent également, particulièrement visible sur les pièces longues ou les alésages profonds.
Tactiques d'atelier pour stabiliser la précision
- Échauffez-vous en utilisant des vitesses de broche et des mouvements d'axe représentatifs, et pas seulement en fonctionnant au ralenti.
- Terminez les diamètres/alésages critiques une fois que la machine a atteint un état thermique stable.
- Utilisez le sondage pour compenser : mesurez une entité de référence et corrigez les décalages avant les passes finales.
- Si votre tolérance est serrée, normalisez la température du liquide de refroidissement et gardez les portes de l'enceinte fermées pendant la finition.
Le point pratique à retenir : la répétabilité vient de la cohérence thermique plusieurs contrôles géométriques ponctuels.
Gestion des outils : comment éviter les collisions et réduire les temps morts
Parce que les systèmes d’outils de tournage et de fraisage partagent la même enveloppe de travail, la gestion des outils est à la fois un levier de productivité et une exigence de sécurité. Les collisions proviennent souvent de changements de longueur d'outil négligés, de décalages d'origine mal définis ou de conventions de coordonnées mixtes entre les cycles de tournage et de fraisage.
Contrôles de processus qui méritent d'être standardisés
- Maintenir un Machine-outil composite de tournage-fraisage d'usinage efficace bibliothèque avec des longueurs de jauge vérifiées et des limites de dépassement ; verrouiller les modifications derrière les autorisations.
- Dans la mesure du possible, utilisez le préréglage d'outils dans la machine pour détecter les dérives de décalage plus tôt.
- Standardiser les plans sécuritaires pour les opérations de tournage et de fraisage ; évitez les « plans de sécurité personnalisés » par programmeur.
- Introduisez un protocole d'exécution à sec pour les nouveaux programmes : avance réduite, bloc unique et contrôle des collisions près du mandrin/des mâchoires.
C'est également pourquoi nous maintenons des pièces de rechange et un support technique dédiés à un seul type de machine : réponse rapide est particulièrement utile lorsque vous essayez de protéger la disponibilité.
Des choix de serrage qui font ou défont l'usinage composite
Dans le travail de tournage-fraisage composite, le mandrin et les mâchoires font plus que tenir : ils définissent la référence, influencent l'arrondi et déterminent si les opérations de transfert sont stables. Un serrage excessif peut déformer les pièces à parois minces ; un serrage insuffisant provoque un micro-glissement qui ruine l'état de surface et la précision de positionnement.
Scénarios courants et meilleures pratiques
- Tubes/anneaux fins : utiliser des mâchoires souples percées avec la même force de serrage que celle utilisée en production ; terminer les identifications critiques une fois le stress stabilisé.
- Arbres longs : utilisez une contre-pointe/un support ou des solutions stables ; donner la priorité au contrôle des vibrations avant d’augmenter la vitesse.
- Transfert vers la contre-broche : ajoutez une fonction de localisation (pilote/épaule) pour que la deuxième poignée fasse référence à une surface connue.
- Fraisage à couple élevé sur pièces tournées : vérifier la denture des mâchoires et le motif de contact ; un mauvais contact est une source silencieuse de bavardage.
Si vous souhaitez une évaluation rapide : améliorez d'abord le serrage, puis ajustez les paramètres : les modifications du serrage peuvent être efficaces. amélioration immédiate du rendement .
se spécialise dans
services de recherche et développement, de fabrication et de vente au sein de la machine-outil
industrie. Machine de tournage et de fraisage CNC sur mesure et Usine de centre composite de tournage et de fraisage CNC.
Un personnel expérimenté et des experts sont toujours disponibles pour vous fournir
conseils professionnels et solutions aux problèmes techniques.
Produit
Pourquoi nous
Salle de presse
Liens rapides
Droit d'auteur © Xuancheng Huzheng Machinery Trading Co., Ltd. Rights Reserved.

